Empresa filial de Codelco que se dedica al desarrollo de soluciones ambientales para la minería, a partir del tratamiento de residuos mineros. Su planta se ubica a 35 kilómetros de Calama, en la Región de Antofagasta.
La compañía opera procesos industriales desde la investigación aplicada y genera soluciones innovadoras y ambientalmente sustentables, como recuperar cobre desde polvos de fundición (patentado); recuperar metales desde efluentes de refinería y recuperar molibdeno desde soluciones ácidas con altos niveles de arsénico.
Recuperación de cobre y estabilización de residuos no peligrosos
EcoMetales opera la mayor planta industrial en el mundo que estabiliza arsénico como escorodita, un residuo estable no peligroso, en su proceso industrial de recuperación de cobre desde polvos de fundición. La empresa desarrolló y patentó este proceso. Desde 2007, da servicios a las divisiones Chuquicamata, Ministro Hales, Salvador y Ventanas de Codelco. Ha recuperado más de 100 mil toneladas de cobre de las 500 mil toneladas de residuos.
Renovada planta de pilotaje
En 2018 la empresa se sumó a los esfuerzos del Centro Nacional de Pilotaje con su planta piloto para innovación en minería, la que prestará servicios a terceros, con renovada infraestructura y su know how en hidrometalurgia, en tecnologías para recuperar valor desde residuos y abatir arsénico como escorodita.
Capacidad experta
La planta es operada por un equipo experto de profesionales, de dedicación exclusiva, con acabados conocimientos en equipos, procesos y procedimientos de pruebas metalúrgicas.
Equipo especializado:
• 3 operadores, ingenieros en ejecución metalúrgica
• 1 supervisor, ingeniero civil electricista
• 1 jefe de desarrollos, ingeniero civil químico y magíster en metalurgia y
• 2 mantenedores, mecánico-eléctricos
Proceso de lixivación en planta piloto
En la nueva planta piloto se han realizado pruebas de filtrado y secado de muestras de concentrados de fosfatos obtenidos de relaves. Próximamente se harán pruebas en autoclave para lixiviar Tierras Raras, recuperadas desde relaves. La planta estará operativa el primer semestre de 2020.
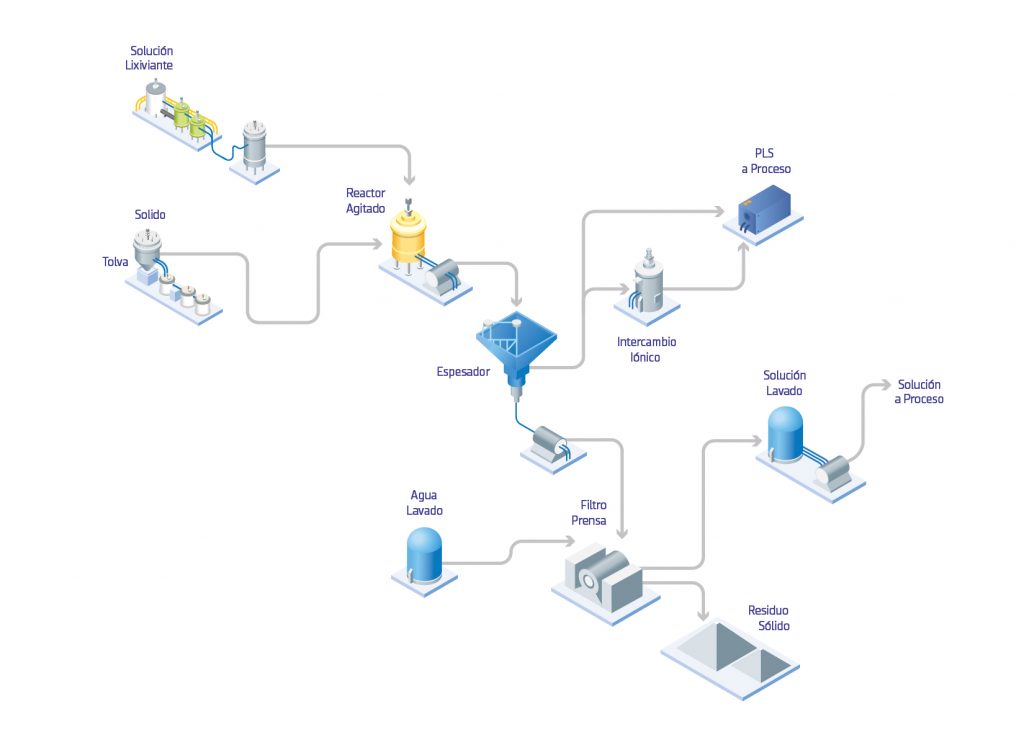
Lixiviación: Módulo de reactores que permiten disolver un compuesto sólido que contiene elementos de valor, controlando temperatura y presión.
Neutralización: Circuito que disminuye las concentraciones de ácido de un sistema.
Módulo ácido-agua: Equipos de preparación de solución ácida.
Módulo para pilotaje in situ: Contenedor móvil con 5 reactores de lixiviación con control de temperatura, de presión y etapa de espesamiento; 2 tolvas de alimentación de material y tablero de control.
Espesamiento: Sistema para separación solido-líquido.
Filtración: Módulo de filtros a presión para separación sólido-líquido.
Lavado de gases: Sistema de tratamiento de los gases generados en los procesos.
Módulo de intercambio Iónico: Sistema que concentra elementos de valor a partir de una solución.
Módulos de proceso: Los equipos pueden disponerse modularmente, para configurar procesos de lixiviación.
Laboratorio químico: Laboratorio autónomo para medición de variables y control de procesos.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}